效率之痛
生产运转时,人工采样送实验室需等待 2-4 小时,生产线只能停工等待订单交付。
工业级精度 · AI 驱动检测
依托工业级分光测色硬件与自研 AI 色差算法,为纺织染整企业提供从数据采集到超标报警的全流程自动化色差检测方案
作为纺织质量或生产负责人,您是否常被这些色差检测问题困扰?

生产运转时,人工采样送实验室需等待 2-4 小时,生产线只能停工等待订单交付。
人工辨色受光线、疲劳影响易出错,一旦色差超标流入下游,将直接引发客诉与责任纠纷。
持续投入人力与设备成本后,仍需承担约 30% 批次利润因色差报警损失所致的浪费。
同一条产线,两种检测方式的效率鸿沟。
毫秒级实时响应,采样频率 1-10 次/秒,生产无需停机
ΔE ≤ 0.5 工业级精度,实时输出 Lab 色彩数据
全流程自动化,0 人工干预
超标自动触发声光双重报警,第一时间响应
全流程电子存档,含 Lab 值、时间、批次,追溯性强
单次耗时 2-4 小时,人工抽样、送样至实验室,产线停等结果
精度偏低,ΔE ± 1.5,依赖人眼或简易设备,一致性差
需 2-3 名专职质检员,人员流动致标准不一
事后才发现问题,不良面料报废 / 返工,浪费原料且延误交付
纸质记录易出错丢失,投产时段难以精准定位问题批次
依托工业级分光测色硬件与自研 AI 色差算法,产品构建起“分光采集 - 智能分析 - 超标报警”的全链路闭环检测体系,从数据捕获到异常预警全程自动化运行。
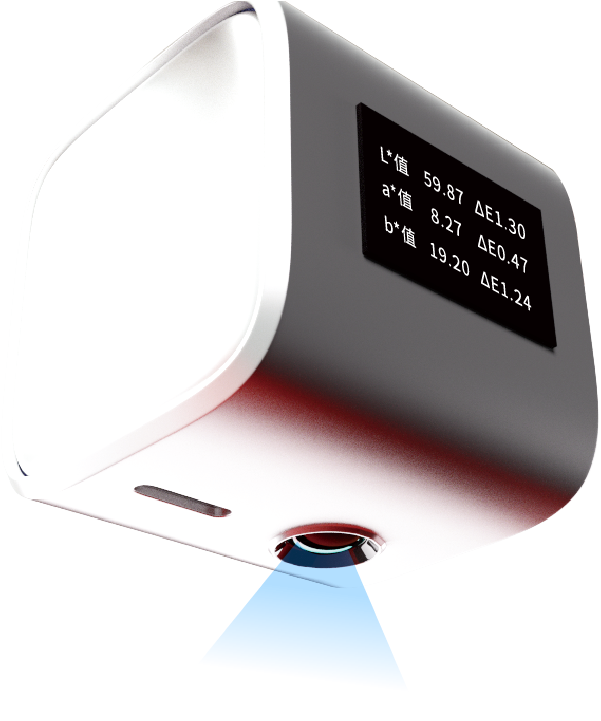
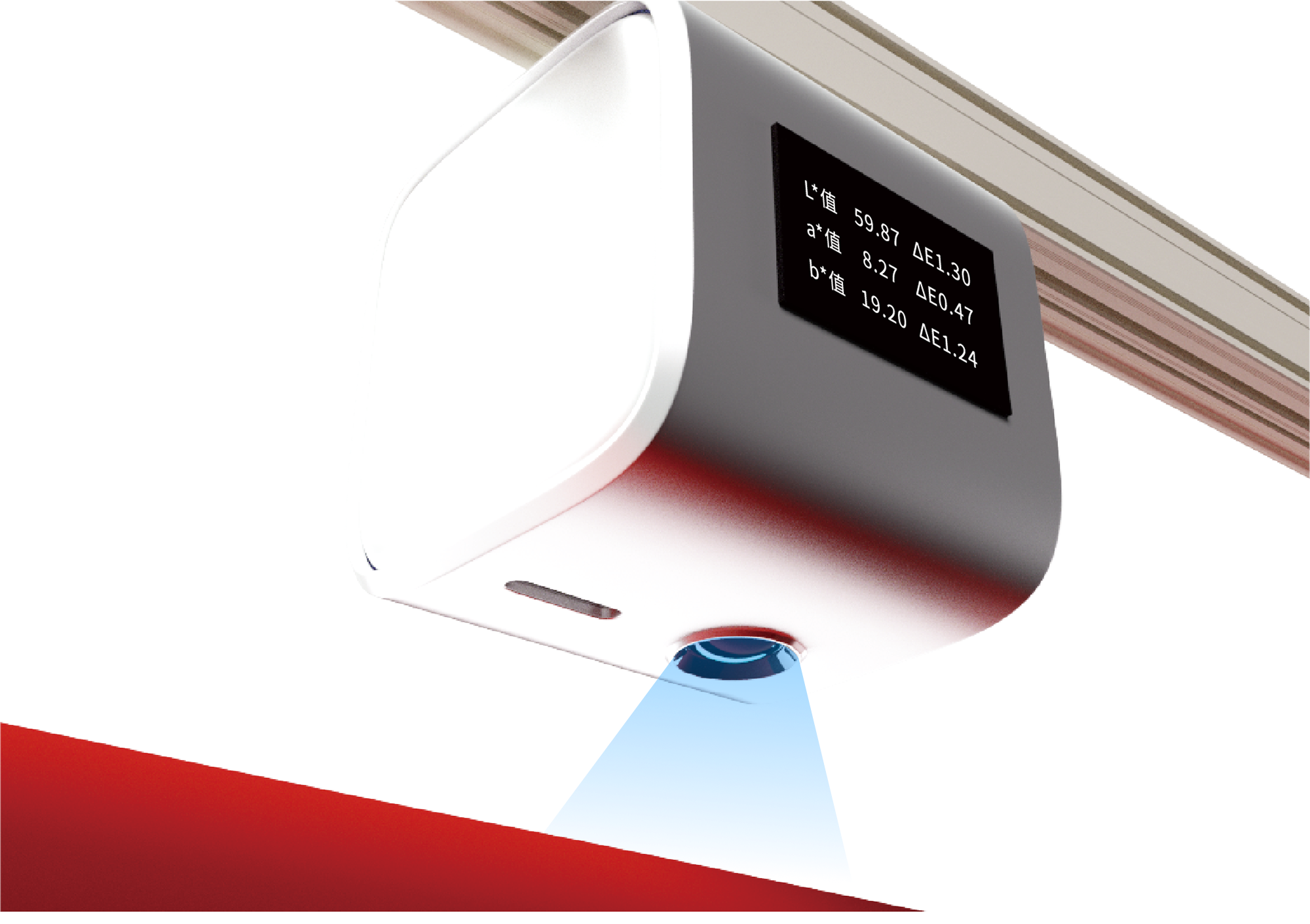
搭载工业级分光测色传感器,实时采集面料 Lab 色彩空间数据(L*= 亮度,a*= 红绿倾向,b*= 黄蓝倾向),覆盖 400-700nm 可见光全波段,采样频率 1-10 次/秒,与检测速度参数一致。
将实时 Lab 值与预设"标准色卡基准值"比对,通过自研 AI 色差算法计算 ΔE 色差值(ΔE 值越小,颜色一致性越高),计算精度达 0.01ΔE。

当 ΔE 值超过预设阈值(0.1-5.0ΔE 可调,默认 2.0ΔE),立即触发声光双重报警,同步记录设备 ID、时间、Lab 值、ΔE 等追溯数据。
10 倍以上
生产过程实时监测,毫秒级出结果,无需停机,检测效率较传统提升 10 倍以上,保障订单交付效率。
ΔE ≤ 0.5
AI 算法搭配分光传感技术,ΔE ≤ 0.5 的精准检测能力,助力客户退货率降低 80% 以上,强化品控核心竞争力。
50%
0 人工干预减少 80% 人力成本,生产中即时止损减少 50% 报废损失,年节省成本超 10 万元。
24 小时
24 小时连续工作,适应 0-40℃ 车间环境,检测数据永久存档可溯,品控从“被动救火”转为“主动防控”。
设备系统深度融合物联网技术架构,将现场检测设备、云端服务器及终端客户端进行一体化互联,实现“现场—服务器—客户端”全链路数据打通。
生产数据在现场实时采集后,经服务器高效处理,即时推送至客户端可视化呈现,为企业决策提供精准、及时的数据支撑。


设备配备实时监控页面,可直观呈现织物当前的精准色差测量值,并同步展示全幅宽色差分布图,使色偏差位置一目了然。
当检测到色差异常时,系统将立即触发预警提示,同时将检测数据同步存储至本地与服务器,并与 ERP 订单数据精准绑定,实现色差检测全流程可追溯。
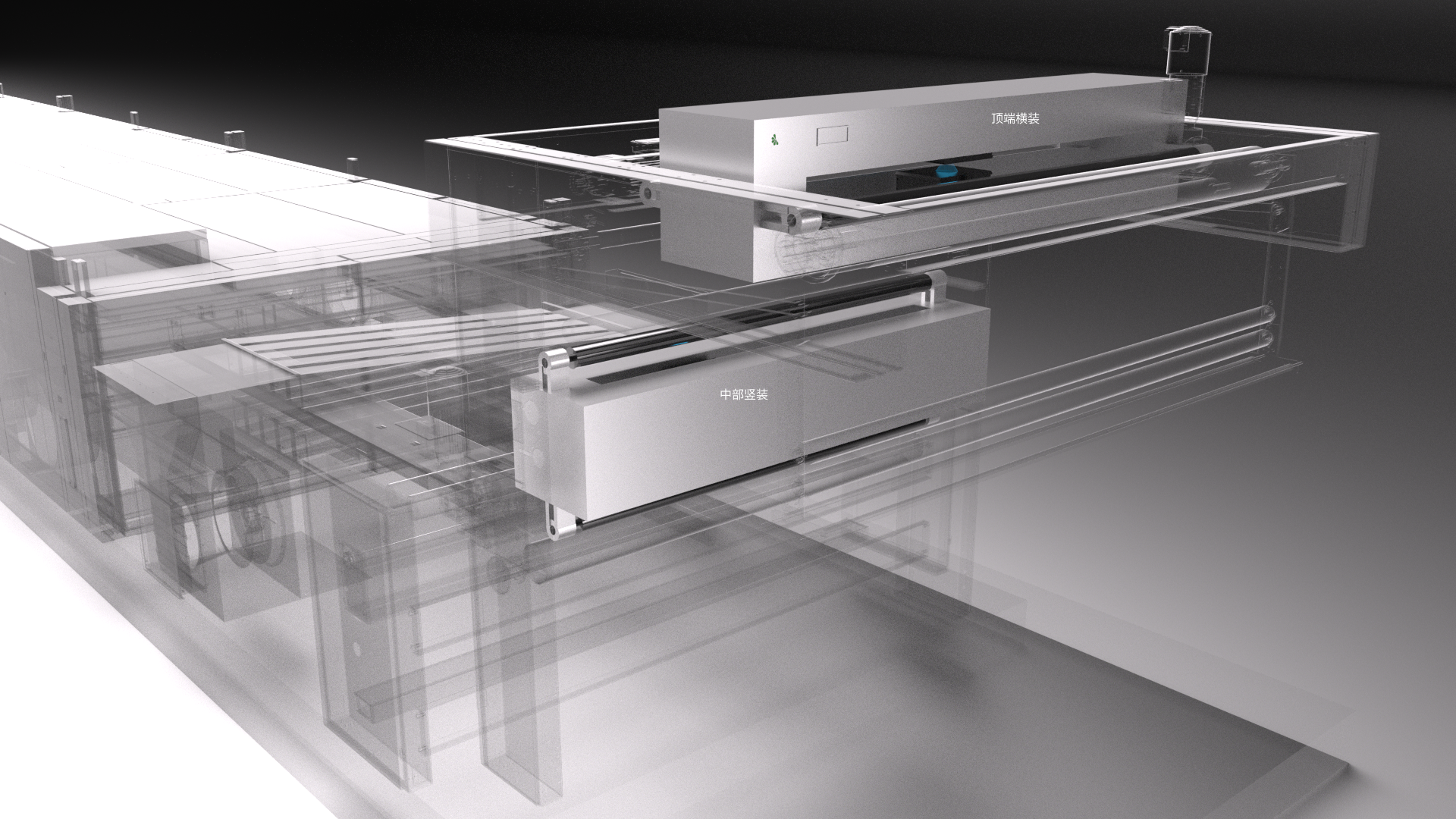
设备支持顶端横装、中部竖装等多种安装方式。机身小巧紧凑,安装过程如同“微创手术”。
无需大规模改造产线设备,也不必延长停机时间,即可快速嵌入定型机、抓毛机等关键工艺节点,以最小投资成本实现最大产能保障。